
Belt conveyors have been used for over 150 years. The concept of conveying bulk solid materials by belt, however, has not really changed. Most research has been focused on the improvement of conveyor components and on the optimization of the belt’s reinforcement material and rubber compounds. Today however, one can differentiate between open and closed conveyor systems. In conventional open belt conveyor systems the belt is troughed and the bulk solid material is in direct contact with the air, (although the total conveyor may be enclosed). In closed conveyor systems, the belt contains the bulk material, thus eliminating the risk of dust contamination.
This paper will discuss the state-of-the-art in closed belt conveyor system design, and will highlight the most important differences between open and closed belt conveyor systems. The following topics will be discussed:
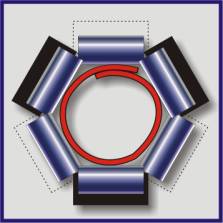
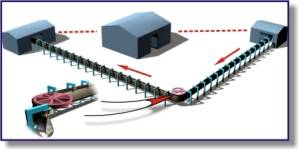
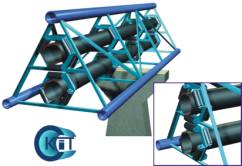
The characteristics of a conventional belt conveyor will be compared with those of both the pouched and pipe conveyor to discuss the above mentioned topics. The figures 1, 2, & 3 show the basic construction of the two closed belt conveyor concepts. Although the figures 1 and 2 depict the same principal of pouch conveyors, there are fundamental differences relating to the belt construction and drive techniques, as will be explained in section 2.


The main difference between the three belt concepts mentioned in the introduction is the construction of the belt. This section discusses typical belt constructions.
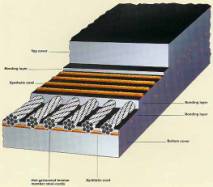
Conventional conveyor belting has developed over the years and today operates at tensions as high as 1000 kN/m (or N/mm) width. Their construction can be full fabric, steel cable or steel matrix, a combination of the steel and fabric, or even a monoply fabric construction. Typical carcass sections are shown in figures.

The two pouch belt options differ in their appearance by the construction of the tension number, with the Sicon using a steel cable tension member offering a typical rope tension of 10 kN and the Enerka-Becker System (EBS) being a total fabric/rubber construction having a maximum operating tension of about 10 N/mm.
The basic difference between the two systems are:
The pipe conveyor belt is based on the construction of the conventional belt conveyor. Both fabric and as well as steel reinforcing can be used. However there are subtle differences between the two concepts.
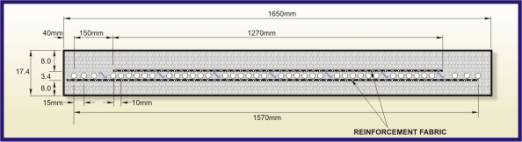
Figure 4 shows the cross section of the pipe conveyor belt through the pipe indicating that the belt must be capable of forming a complete circle or oval and have an overlap / seal. Figure 9 and Figure 10 show that the belt construction is such that the bending stiffness at the overlap sections, which are the two edge sections, is lower than the bending stiffness of the center of the belt.
None of the three individual belt conveyor concepts will be preferable / acceptable for all applications. Figure 11 can be used to distinguish between the areas of suitability accounting for capacity, lump size, and inclination angle.
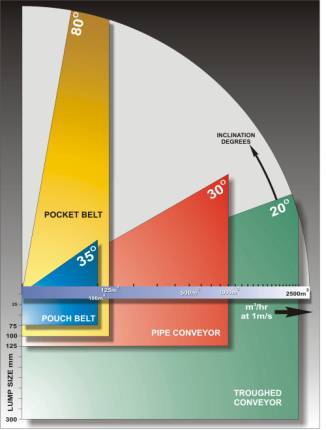
Figure 11 already shows the capacity range for the different belt conveyor types. The capacity of closed conveyor systems depends on a number of parameters including:
Figure 12 shows the average volumetric capacity at 1 m/s as a function of the pipe or pouch diameter. In general a closed conveyor system requires a 50% wider belt compared to a belt used in a conventional open belt conveyor system to achieve the same volumetric capacity. The increase in belting costs however is less, about 20% depending on the belt’s reinforcement. This rule is now being seriously tested with the introduction of much higher belt speeds, which has been made possible because of the development of higher quality idlers and improved control systems. The pouch belt is restricted at the lower capacities and because of the idler carrying system. It typically has a maximum capacity of about 400 to 500 m3/hr at 3 to 4 m/s. Pipe belts are able to convey up to 4,000 m3/hr using a 800 mm diameter pipe, which today is considered to be its limit. Belt width rather than belt strength and speed impose this limit.
Conventional belt and pipe conveyors are loaded and unloaded in exactly the same way; being opened for a conventional belt feed system from the tail pulley and again opening out at the head pulley for discharging.


The pouch belt however uses a much more restrictive type of loading arrangement but may have a similar discharge to the other systems. All the disadvantages of a conventional loading point have been eliminated in the pouch belt where spillage and off center loading should not occur. However overloading now becomes a major concern and this problem is also carried through to the pipe conveyor. It is essential that both the pouch and pipe conveyor have a controlled feeding point to ensure that no overloading occurs. This is often achieved using controlled feeders and overload limit switches. This makes the pipe and pouch belt unsatisfactory for installations such as at crusher discharge points where surges are very common. Another point of concern with pouch conveyors is the moisture content of the bulk material. Where conventional troughed belt conveyors allow water to run off the belt at the head or the tail pulley, a pouch conveyor is completely closed at the loading point. If the head pulley is located higher than the loading point than the belt may fill itself with water, which can create major problems.


Besides all the environmental benefits, one of the most important advantages of closed belt conveyor systems is their ability to run around small radii curves. In conventional open belt conveyor systems the radius of a curve is primarily determined by the belt tension in the curve. In horizontal curves the curve radius should be large enough to prevent, together with the application of banking angles, the belt from running off the idlers. In vertical curves the radius should be large enough to prevent belt lift off in concave curves and to limit the idler loads in convex curves. Further the radius of a curve should be such that, with the belt tension in the curve, the belt is neither over-stretched nor be put under compression. Typically the radius of a horizontal curve in a conventional open belt conveyor varies between 1000 and 2000 meters. The radius of a vertical curve in an open belt conveyor typically varies between 400 and 800 meters.
Closed belt conveyor systems have in general much smaller idler spacing than those used in open belt conveyor systems. The radius of a curve in a closed belt conveyor system is therefore primarily determined by the admissible belt stretch. Further, the radius of a curve should be large enough to maintain the belt’s typical cross section (a pipe should stay a pipe) and to stabilize the position of the belt in the idlers (rotation of the pipe in a pipe conveyor should be prevented). Belt running off the idlers is not an issue for closed belt conveyor systems since either the total belt or the belt’s axial profiles are locked up in the idlers.
Figure 17 shows typical horizontal curve radii of closed belt conveyor systems supported by idlers. As can be seen in that figure the required radii are less than half or one third of the radii used in open belt conveyor systems. A pouch belt conveyor, like the Enerka-Becker System, is superior in this respect with typical horizontal curve radii that are only a fraction of the radii required for an open belt conveyor.
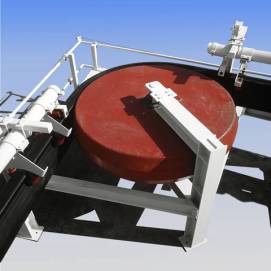
A further reduction of the radius of a horizontal curve for a pouch belt conveyor is even possible by the application of a pulley to support the belt instead of idlers. In that case the radius of a horizontal curve can be less than one meter assuming that the belt is not fully loaded. Also see Figure 18 and Figure 19. For the determination of the required radius of a vertical curve of a closed belt conveyor system Figure 17 can be used as well except that the pouch conveyor EP or EBS belt line in that case coincides with the pipe conveyor EP belt line. Compared to conventional open belt conveyor systems closed belt conveyor systems allow for substantially smaller vertical curve radii.

For very small radii curves, buckling of the pouch of a reinforced pouch conveyor can hardly be prevented. The load carrying section of the reinforcement however, that is located next to the axial profiles, will never buckle. The tension carrying ability is therefore never affected. Experience has shown that also the pouch is not damaged because of buckling. It does however reduce the capacity. Very small radii curves are therefore mostly applied in belt sections where the belt carries no load. Non reinforced pouch conveyors are not liable to buckling of the belt. Their pouches are however sensitive to fatigue damage.
Buckling of a pipe conveyor however is not acceptable because it does not only seriously reduces its capacity but it may damage the load carrying member as well. The pipe conveyor belt must therefore have sufficient strength to withstand buckling when forming tight vertical and horizontal curves.
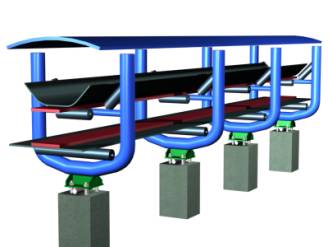
Considering that the structural design of all types of conveying systems will undergo the biggest revolution in the coming years, with a view to eliminating as much of the structure as possible. The pouch conveyor goes a long way in reducing the amount of steelwork required per ton of material conveyed and Figure 21 indicates how simple the construction can be made. The Enerka-Becker System is characterized by very low belt tensions due to the application of a unique multiple drive system. The low belt tensions enable small radii horizontal curves and a very light and elegant supporting structure. There are structurally many options available. The layout of the currently installed systems is as shown in Figure 21. The overall dimensions of this option are within an area of 1 m x 1 m. Another option is to position the two belt parts above each other.

When one considers elevated conveyors, belt and pipe conveyors require far more structure to support the mechanicals, see Figure 23. The need for a maintenance walkway has in the past made elevated conveying especially an overland conveyor cost prohibitive. However the introduction of the elevated structure with a maintenance trolley in place of the walkway now addresses many of the issues previously used to promote trucking in place of conveying. When one considers, land sterilization, (by cutting off farm land access), security fencing to eliminate theft and prevent injury to both human and animal, the risk of bush fire, and the need for road access, then the elevated conveyor structure is more acceptable.
Of all the commonality between the three systems considered, conveyor drives have been the most common denominator. A unique feature of the Enerka-Becker System is the application of multiple or distributed drive systems.
Figure 24 shows a typical belt conveyor with a drive pulley on the right hand side and a tensioning pulley on the left hand side. Figure 24A shows a conveyor with one drive pulley, Figure 24B shows a conveyor with an extra intermediate drive. It is assumed that, except for the drives, all parameters of both conveyors are kept the same and that the belts pretension is 30 kN. Figure 25 then shows the tension profile of both conveyors. The result of adding a second drive can be determined from Figure 25 depicting a 30% saving in tension using the multiple drive configurations.
In theory the Sicon pouch belt conveyor system can utilize multiple drives as well. However, since it can only drive the belt via a head, tail or bend pulley, the number of drive systems is far less than possible with an Enerka-Becker system. The belt tension in a Sicon system is therefore considerably higher.
With regards to the other systems little innovation has occurred over the years. Pipe conveyors do not lend themselves to booster drives and can only be improved with the use of head and tail drives. Pipe conveyors are also considered to be high power consumers with at least 20% more power consumption per ton of material conveyed compared to conventional conveyors. In reality however, when one advances to the longer conveyors and higher capacities the power penalty is more in the region of 10% and is a function of the curve design. One tends to see designers opting to work on minimum radius rather than acceptable radius, paying a penalty in power and mechanical failure.

The conventional belt conveyor has wakened up to its dependence on belt tension ratings, transfer point design and belt life and is introducing an innovative concept to its drive construction. Named the power strip belt conveyor this concept has recently been developed and is being used as a conveyor in the Republic of South Africa. The concept is shown in Figure 27. In essence the power strip conveyor utilizes a booster drive, however, now the drive belt runs almost the full length of the conveyor. It has the capability of addressing all the problems associated with replacing expensive belt constructions in the “line of fire” by using a high tension (tensile load carrying) belt to carry a low tension (bulk material carrying) belt. The driving belt runs from after the tail pulley, (out of the area of danger from chute/transfer point damage) through to the head pulley again stopping just before the head pulley. The carry belt can be a low rated fabric belt, which can almost be considered as a throw away belt. The driving belt can be boosted by introducing intermediate trippers without the transfer points.
When one considers open and closed conveyors the following environment advantages are present on the closed conveyors:
Ambient dust can not develop during transportation since the bulk solid material is locked-up in the closed belt. Ambient dust development can be a significant problem when transporting fine granular materials such as grain and cement.
Governmental regulations sometimes prescribe the application of dust-free conveyor systems or subsidize their installation.
If the return strand of the conveyor belt is also closed, then no bulk solid material can build up underneath the conveyor. This can be a major problem with conventional, troughed belt conveyor systems when conveying sticky materials such as loam. At the discharge point of a conventional belt conveyor this material will partly stick to the belt causing build-up on the return rollers and on other mechanical parts. This can never be avoided completely, even not when belt scrapers are used. Moreover, belt scrapers can cause belt-cover wear.
Closed conveyor systems are able to make vertical and horizontal curves with smaller radii then open belt conveyors. This is a great advantage when there is little space to place a conveyor system.
Closed conveyor systems allows for steeper inclination angles than conventional, troughed (non-profiled) conveyor belts. The main reason for this is that the belt locks up the bulk material causing a higher internal pressure in the bulk material. This increases the internal friction of the material meaning that a steeper inclination angle than normal is required to start material run back. A non-profiled belt has a maximum inclination angle of about 17 degrees. Profiled belts, such as chevron or high chevron belts, could be used if steeper inclination angles are required. In many applications however, profiled conveyor belts can not be applied. As an example, one reason is that profiled belts are difficult to clean. In practice this implies that a long system is required to achieve a certain elevation. With closed conveyor systems angles of 35 degrees or more are possible, with all the appurtenant benefits.
Because of the ability to run through small radii curves, closed conveyor systems We consider that a transfer point should only be there for one reason, “We have no alternative”. A transfer point is the biggest cause of failure, damage, power loss, labor consumption and high environmental impact. A change in direction need not mean a transfer point.
The author is grateful to Mr. P. Staples, managing director of Conveyor Knowledge and Information Technology cc (CKIT) for his kind assistance in writing this paper.
[1] Lodewijks, G., Research and Development in Closed Belt Conveyor Systems, Bulk Solids Handling, Vol. 20, 2000, pp. 465-470.